solution finder
solution finder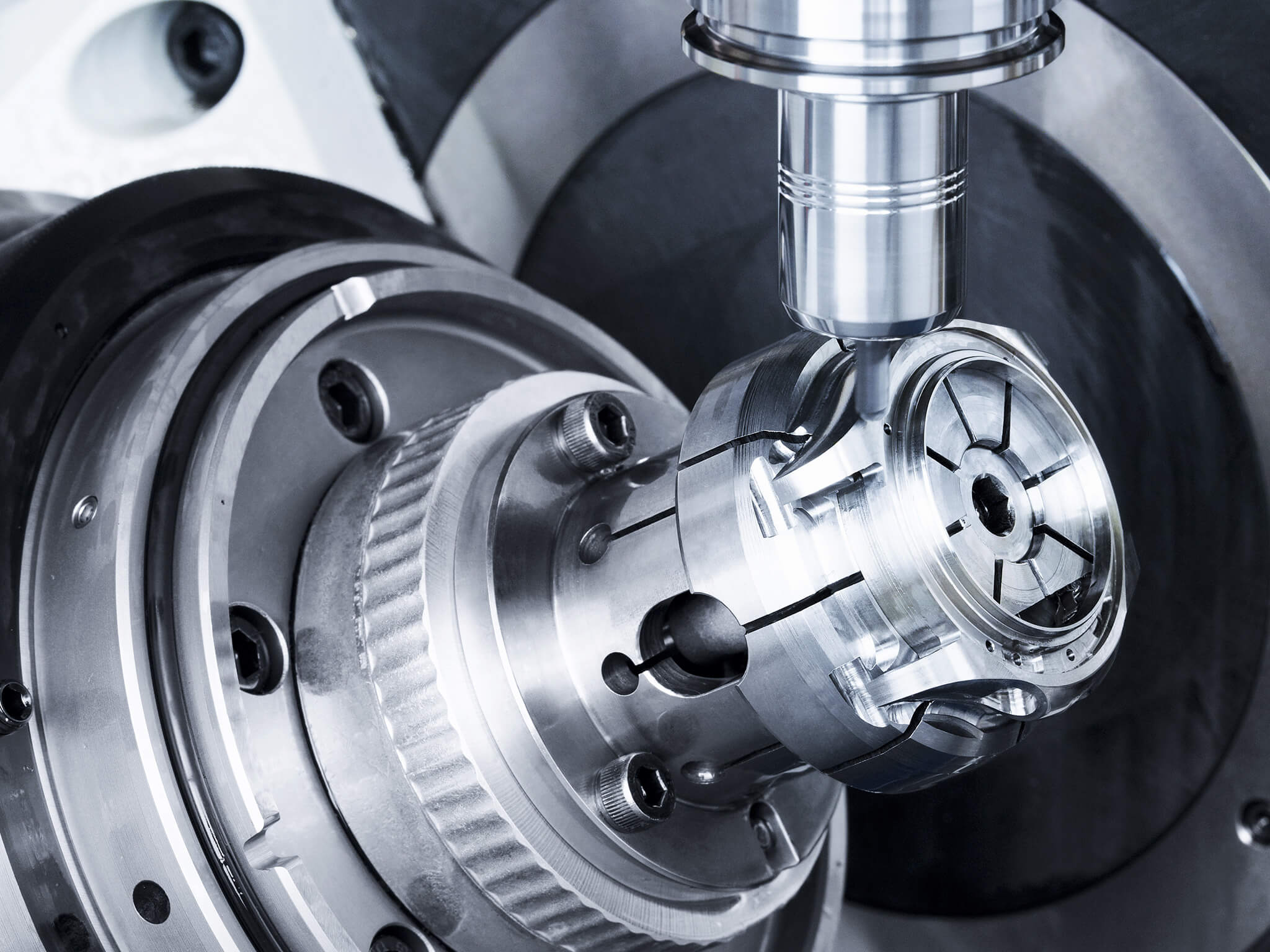







24 November 2020
Multi-process machining from bar stock
Providing machining solutions for the production of complex work-pieces in watchmaking, medical and dental engineering, aviation and microtechnology applications.
Interview with Denis Jeannerat, EPFL engineer and technological director at Willemin-Macodel
Willemin-Macodel is a fully independent, family-run company which has evolved greatly over recent years after moving from machine construction to providing end-to-end solutions. These turnkey solutions are tailored to the customer’s requirements for the manufacture of highly complex parts.
A market with increasingly high expectations.
Recently, we have noticed that customers contact us after already having consulted several other machine manufacturers. Most likely because they haven’t found the solution they were looking for, customers often come to us with parts, designs, files and very high expectations in terms of preci-sion, geometric quality and surface quality. Furthermore, they have precise criteria regarding production management, batch manufacturing and fre-quent procedure modifications. Using this information, we need to under-stand the customer’s problem and offer a solution capable of creating workpieces in line with their specifications and the required robustness.
Reduced batch sizes, greater flexibility and more robust manufactur-ing processes
Furthermore, the size of manufacturing batches has been drastically re-duced. Customers no longer want to manufacture ten thousand or twenty thousand parts for storage. The tendency now is to manufacture parts as and when they are needed – parts which also correspond to future pro-jects. This means we need a more flexible and agile means of production, as well as a much more robust machining process in order to guarantee the desired quality from the outset. It is no longer possible to produce many adjustment parts when workpieces are now manufactured individual-ly.
Solid solutions
Machining from bar stock is one of the Willemin-Macodel’s practical solu-tions. For this solution, we have developed a multi-process method, includ-ing turning, milling, grinding, etc. Based on the principle that a workpiece is already clamped in a vice, you should take the opportunity to manufacture it in its entirety. More precisely, it means that all parts which fall within the bar’s diameter can be produced by the machine, provided that the part can undergo rapid rotation for turning and then be positioned at the required angles in order to carry out milling operations. Here, we see workpieces with complex geometry which exist in numerous variations and comprise a vast array of different curves, as well as left-hand parts, right-hand parts, various kinds of teething, etc. The advantage of machining from bar stock is clear, as the clamping process is simplified and it also offers the possibil-ity of manufacturing a completely finished part in a single operating cycle. This process also guarantees high precision, since the workpiece’s frame of reference will not be transferred to another clamping system or to an-other machine.
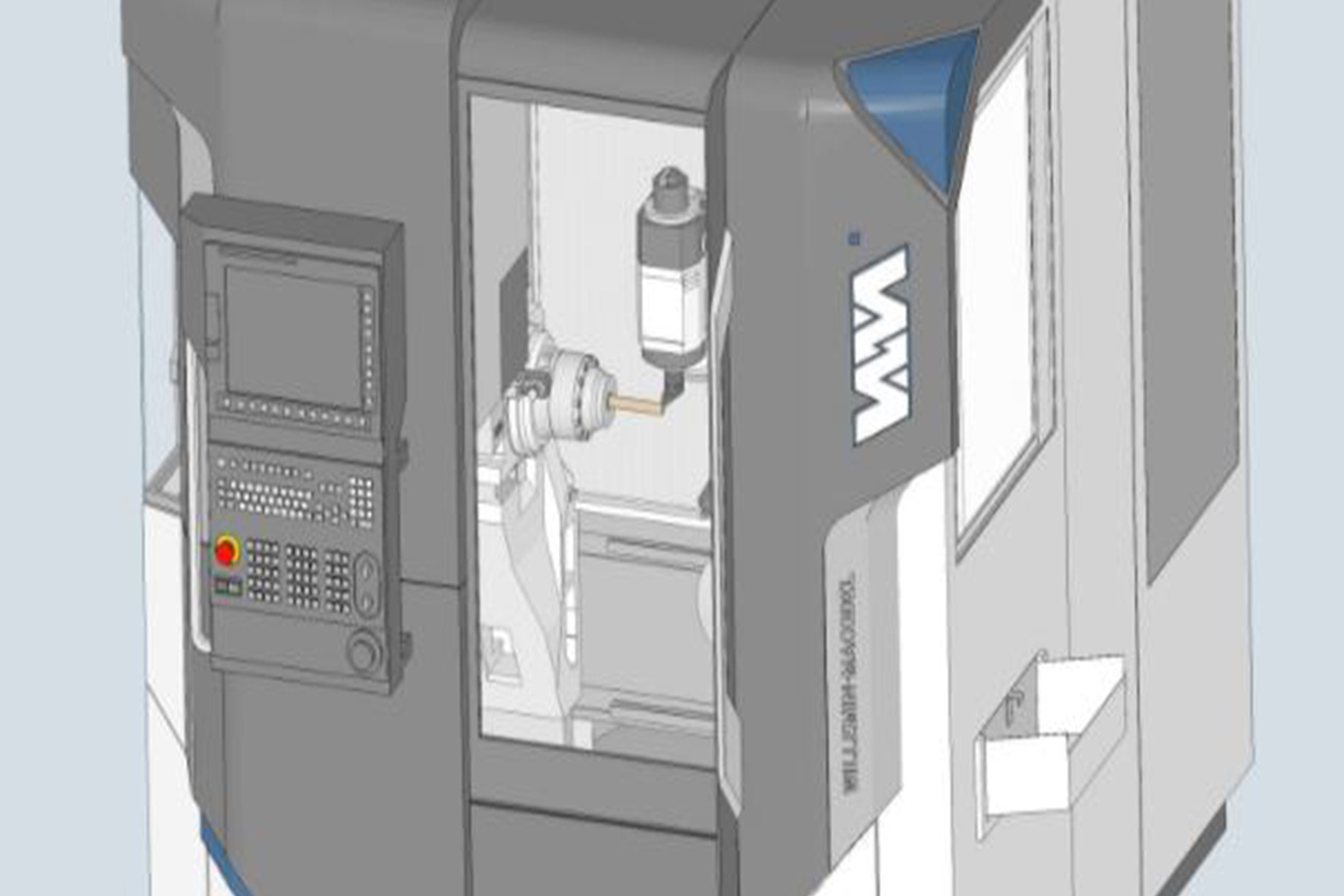
The 408MT, a multi-process machining centre, is the benchmark for the manufacturing of small complex workpieces with high added val-ue.
Only after analysing the morphology of the workpiece, its tolerances and the requirements with regard to surface quality do we begin concentrating on the machine. Typically, if we take a workpiece machined from bar stock, we will opt for a milling-turning machine, equipped with a reworking device which allows the part to be finished after cutting. We want to have as much flexibility as possible in order to carry out any finishing operations, or even the honing of the part’s sharp edges, to then produce a completely finished workpiece which has been entirely deburred. The machine can also be equipped with all the necessary automation functionalities to be able to load bars of different diameters – up to thirty-six millimetres on this particu-lar machine. It is also possible to adapt reworking devices, depending on the part’s complexity, so that it can be completely finished and deposited, using a robotic solution, in pallets or racks where it can be indexed and identified. Considering the diversity of shapes and geometries, in this case, each workpiece can be unique.
Reduced downtime, faster return on investment
Machining from bar stock also optimises machining economy. The cost of a workpiece is not only defined by the material-removal process, it also in-cludes the time required for preparation, setting up and adjustment. The machine needs to be prepared and equipped with clamping devices and the tool magazines also require preparation. If you need to produce three workpieces where each one has a cycle of five to six minutes, it is essen-tial to reduce the machine preparation time as much as possible. Machin-ing from bar stock does exactly that, as all parts which fall within the bar’s diameter can be manufactured and our machines are also equipped with high-capacity tool magazines to carry out a whole range of operations. The preparation time is therefore greatly reduced, as is the cost of the finished workpiece.
Our machining centers dedicated :