solution finder
solution finder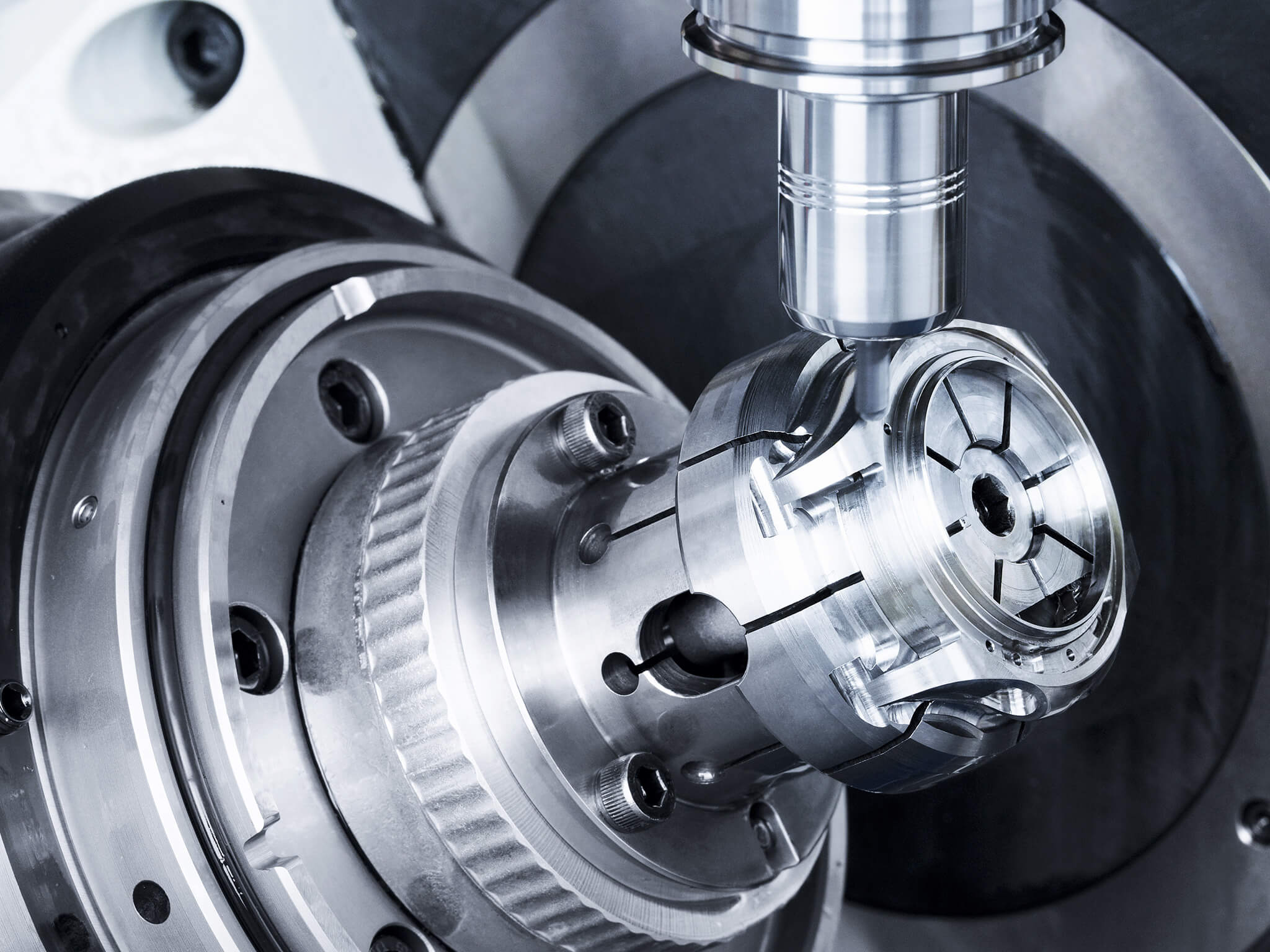








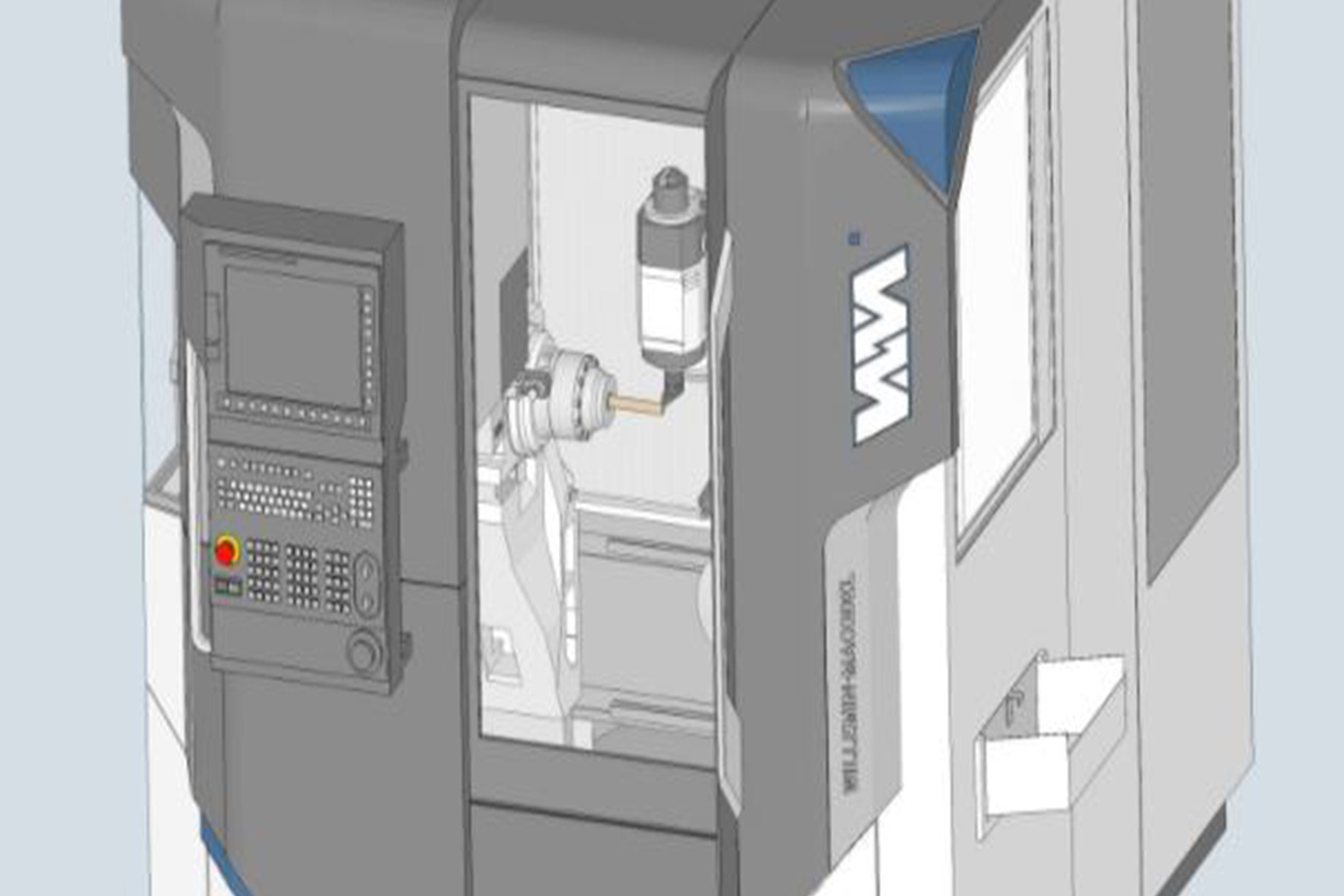
508MT2 LINEAR

Die 508MT2 ist ein Multiprozess-Bearbeitungszentrum für die Bearbeitung komplexer Werkstücke ab Stange oder als Einlegeteile. Es verfügt über eine auf der B-Achse montierte schwenkbare Motorspindel sowie einen hochpräzisen Spindel-Teilapparat auf der A-Achse für Drehbearbeitungen bis zu 6000 min-1.
- 6 bis 9 Achsen
- Fertigung ab Stange
- Usinage

Kenndaten
- Fräsen bis zu 42.000 min-1
- Drehen auf der A-Achse bis zu 6000 min-1
- Standard-Stangendurchlass Ø 42 mm, bis Ø 65 mm als Option
- Drehen auf der Abgreifspindel mit C-Achse bis zu 8000 min-1
- Schwenkbereich der B-Achse -45° bis +115°
BESCHREIBUNG
Die 508MT2 ist ein Multiprozess-Bearbeitungszentrum für die Bearbeitung komplexer Werkstücke ab Stange oder als Einlegeteile. Es verfügt über eine auf der B-Achse montierte schwenkbare Motorspindel sowie einen hochpräzisen Spindel-Teilapparat auf der A-Achse für Drehbearbeitungen bis zu 6000 min-1. Optional wird die Bearbeitung ab Stangen bis Ø 65 mm angeboten.
Das Bearbeitungszentrum 508MT2 kann mit einem Schwenkkopf mit 3 nutzbaren Positionen (Gegenspindel, Präzisionsspannstock und Gegenspitze) für die Rückseitenbearbeitung ausgerüstet werden. Für spezifische Bedürfnisse ist die 508MT2 mit einem Drehrevolver mit acht festen Positionen, einer mitlaufenden Gegenspitze und Abgreifspannstock verfügbar.
Die 508MT2 vereint die jüngsten technischen Entwicklungen und das umfassende Know-how von Willemin-Macodel in der hochpräzisen Stangenbearbeitung und beweist ihre Fähigkeiten bei Hightech-Anwendungen wie in der Uhren- und Schmuckindustrie, Medizintechnik, Luft-/Raumfahrttechnik und Präzisionsmechanik.
Weitere Kenndaten
- Fräsen bis zu 42.000 min-1
- Motorspindel, 0 ‒ 30.000 min-1 in 0,8 s
- Schnittstelle HSK-E40, HSK-A40 oder Capto C4
- Drehen auf der A-Achse bis zu 6000 min-1
- Standard-Stangendurchlass Ø 42 mm, bis Ø 65 mm als Option
- Drehen auf der Abgreifspindel mit C-Achse bis zu 8000 min-1
- Schwenkbereich der B-Achse -45° bis +115°
- Winkelpositionierung der B-Achse, 0° – 90° in 0,2 s
- Beschleunigung der Linearachsen X Y Z 10 m/s2
- Eilganggeschwindigkeit der Linearachsen X Y Z 60 m/min
- Werkzeugmagazin mit bis zu 72 Positionen
- Werkzeugwechselzeit 0,8 s
- Kühlmittelzufuhr durch den Werkzeugmittelpunkt, programmierbar bis 80 bar
- Stellfläche ca. 4,2 m2
- Direktantrieb der Achsen X, Y und Z mit Linearmotoren, Vorschub 60 m/min
- Motorspindel 30.000 min-1 mit Schnittstelle HSK-E40, HSK-A40 oder Capto C4 (Fräsen mit 42.000 min-1 als Option)
- Spindel-Teilapparat A-Achse, Drehen bis zu 6000 min-1, Stangendurchlass Ø 42 mm (StangendurchlassØ36, 51 oder 65 mm als Option)
- NC-Bedienfeld Fanuc 31i-B5, Bildschirm 15 ''
- Werkzeugmagazin mit 48 Positionen und Schnellwechsler (72 Positionen als Option)
- Abgreifschwenkkopf mit 3 nutzbaren Positionen (Gegenspindel, Spannstock und Gegenspitze), auf U-Achse montiert, Verfahrweg 360 mm)
- Diverse Ladesysteme für kurze oder lange Stangen (Anbau an der linken Seitenwand der Maschine)
- Verschiedene Automatisierungssysteme, Lade- und Entladesystem für Teile oder Paletten (Anbau an der rechten Seitenwand der Maschine)
- Spänewanne und KSS-Tank (Edelmetall-Rückgewinnung oder Späneförderer als Option)
- Optional kann die Maschine anstelle einer Abgreifeinheit mit einem Drehrevolver mit 8 festen Positionen, einer mitlaufenden Gegenspitze für frontale und seitliche Bearbeitungen sowie einem Spannstock für die Nachbearbeitung ausgerüstet werden. Der Drehrevolver befindet sich auf einem Schlitten Z2 und X2